How to solder wires to silver electrodes?
By Karl Elkjær
Soldering electrical wires to screen-printed silver electrodes makes excellent and time-stable connections. Occasionally, problems with wetting the solder on the silver surface can arise, complicating the process. This phenomenon is mainly caused by a reaction between sulphuric molecules in the atmosphere with the silver surface and the following formation of a silver sulphide layer on the surface of the part. The formation and thickness of this layer is influenced by several factors such as time, pH, humidity, etc. The solderability and electrode adherence is checked by our final inspection unit for every order (Military STD 1376A), but since this is performed under standard conditions, the solderability might change when parts are used by a customer.
In order to avoid such problems entirely, gently cleaning the external electrodes on the part before soldering is adviced. A glass brush or steel wool is very useful for this operation. When soldering is performed, it is important that the temperature does not exceed the Curie point of the material since this will immediately depole the piezoelectric phase. For normal PZT types, we recommend to use soldering temperatures between 250 and 300° C. Silver is furthermore soluble in the solder, and if the solder time is too long, the electrode will completely dissolve in the solder. In order to increase the possible solder time, we therefore recommend using solder with a silver content of 2-3%. Type SN62 from Multicore is for example a normal choice. Even if the possible solder time is increased with this type of solder, we recommend that the solder time does not exceed 2-3 seconds.
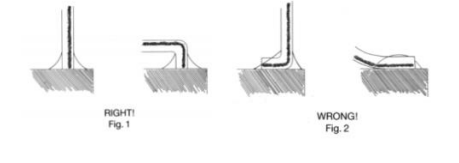
It should also be noted that the piezoceramic parts do not only have high piezoelectric coefficients, but also significant pyroelectric coefficients. This means that the increase in temperature introduced by the soldering process will generate an electrical charge. This charge can be released as a spark which, even if completely harmless to humans, can be very unpleasant for the operator. It could therefore be recommended to solder parts in short-circuit conditions. Finally, the figures above illustrate good practice in the orientation of the wires on the surface of the ceramic. Using such configurations will secure the maximum pulling strength of the wire.

 EN
EN